Veldhoven
18 mei. 2018
4 minuten
Verspanen, het is een mooie techniek. Het vergt enige kennis en kunde, maar los van het verspanen zelf, zijn er diverse factoren die het eindproduct kunnen verknoeien. Verontreinigingen (contaminaties) en het gebruik van koelsmeermiddelen zijn er daar twee van. Deze issues werden eerder dit jaar (9 februari) behandeld tijdens de Roadshow Verspanen, een initiatief van het Mikrocentrum.
John Stegeman van ASML beet het spits af over dit onderwerp. Hij vertelde over de RGA-specificaties – zeg maar de reinheidvereisten – die ASML hanteert. ‘ASML stelt hoge eisen aan reinheid. De engineers vervullen hierin een grote rol. Want hoe schoon en droog je kunt verspanen hangt om te beginnen af van het ontwerp van het product. En ook hier geldt Moore’s law dat wil zeggen dat het aantal transistors in een geïntegreerde schakeling door de technologische vooruitgang elke twee jaar verdubbelt. Met de steeds kleinere transistors geldt die wet van Moore ook voor oppervlakteruwheid die ook steeds verfijnder wordt, nu al richting de 5 nanometer.
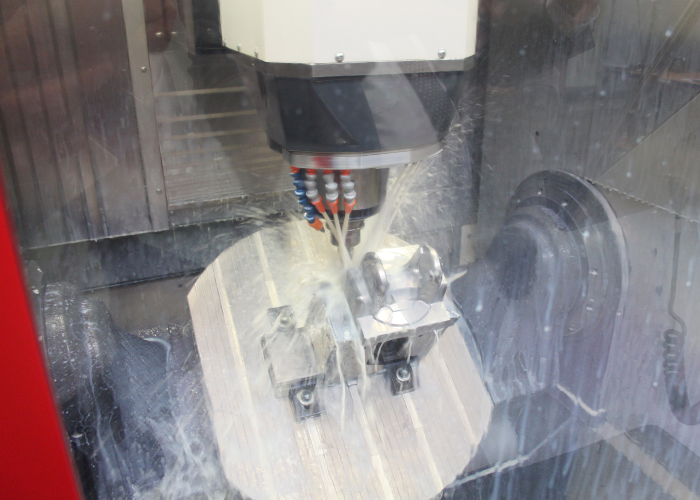
Reinigen is ontzettend belangrijk, maar ook koelsmeermiddelen hebben een behoorlijke invloed op het verspaningsproces en de uiteindelijke oppervlakteruwheid. Hans van Brussel van Teclab: ‘Wat ik merk is dat er vaak flink wordt geïnvesteerd in machines en gereedschappen, maar dat er niet of nauwelijks wordt gekeken naar welk koelsmeermiddel je het best kunt gebruiken.’ Het gebruikte koelsmeermiddel is bepalend voor de oppervlakteruwheid die je kunt halen bij het verspanen. In 2016 is onderzoek gedaan naar het effect van koelsmeermiddelen, dat begin 2017 werd gepresenteerd.
Tien bedrijven uit het Hightech Platform van het Mikrocentrum hebben bij het Teclab uitgebreid onderzoek gedaan naar het effect op de gereedschappen, de oppervlaktekwaliteit en de technische reinheid (RGA-meting). Uit de vele testen blijkt dat er wel degelijk verschillen bestaan tussen de verschillende koelsmeermiddelen. ‘Zo bleek dat je bij de ene emulsie (koelsmeermiddel) meer vermogen op de spil nodig hebt dan bij een andere emulsie. Je kunt je dan voorstellen dat dat resultaat heeft op de oppervlakteruwheid van het product’, aldus Van Brussel. Op dit onderzoek is een vervolg gegeven met een complexer product. Drie 3 emulsies voldeden aan de eis (ook na 30 uur indrogen).
Inmiddels wordt er gewerkt aan een vervolgonderzoek dat de vorige maand is gestart.
Reinigen
Hans Cools van Innovar Cleaning Control vertelde over reinigingslijnen in de toeleverketen. Dit bedrijf, opgericht in 2011 is een onafhankelijke organisatie met expertise op het gebied van reinigen en kwalificeren van geavanceerde producten. ‘Door de jaren heen zijn we er achter gekomen dat de keuze van het ontwerp van een product bepalend is hoe goed je het product kunt reinigen’, zegt Cools. ‘Schroefdraad en lassen bijvoorbeeld zijn vervelende bewerkingen om achteraf schoon te krijgen. Dat kost veel vermogen. Verder wordt schoon werken onderschat: dat wat je niet vies maakt, hoef je ook niet te reinigen, kies de juiste reinigingsmethode en als je niet weet hoe je moet reinigen doe het dan niet.’
Als voorbeeld noemde Cools dat dampontvetten niet altijd doet wat je er van zou verwachten. Heel vaak maak je daarmee alleen maar de verontreiniging mooi schoon maar het product niet. Voor het dampontvetten zou je het product eerst moeten sproeireinigen voordat je het product in de dampontvetter reinigt. Verder blijkt dat rvs makkelijker te reinigen is dan aluminium. Cools noemt het voorbeeld van een product dat gemaakt is van Aluminium Alu 5083 waar ze anderhalf jaar testen op hebben uitgevoerd voordat zij tot een goede reinigingsmethode kwamen.
Het laatste woord
Adwin Kannekens, sales director van verspaner Wilting kreeg tijdens de Roadshow het laatste woord over de praktijk van het schoon verspanen. ‘Schoon verspanen begint bij het lezen van de GSA’s oftewel de door de klant opgelegde specificaties voor schoon verspanen. Maar zo eenvoudig is dat niet. Vaak wordt er op de GSA verwezen naar opmerkingen op een bijbehorend 110-blad en daar wordt het vaak niet duidelijker van. Ik doe daar nu grappig over maar dit is wel de realiteit waarin wij werken. Ik zeg dan ook altijd: begin met te beoordelen of het te verspanen product wel schoon is te krijgen. Schroefdraad (Cools zei het ook al) of diepe boorgaten zijn niet schoon te krijgen. Ga daarmee terug naar de ontwerper en vraag of zij daar andere oplossingen voor kunnen bedenken.’
Schoon verspanen is in steekwoorden: verspanen volgens tekeningen met controle op ontwerpregels met betrekking tot minimale specificaties oppervlakteruwheid, radii, potgaten, schroefdraad, etc. met geschikte koelvloeistof en vermijden van cross contaminatie door machines, gereedschap, etc en met specifieke werkwijze/instructies ten aanzien van handschoengebruik, inpakinstructie en reinigingsinstructie. Tot slot dus reinigen, eventueel bake-out en/of RGA-scan.
Schoon verspanen heeft ook te maken met kennis waarbij Kannekens de formule van Weggemans aanhaalde waarmee kennis wordt uitgedrukt als K = IxE.V.xA waarbij K = kennis, I = informatie, E = ervaring, V = vaardigheden en A = attitude. Naast kennis en vaardigheden over koelmiddel etc. vindt Kannekens attitude het belangrijkste aspect van schoon verspanen waarbij het inrichten van een schoon proces vraagt om doorzettingsvermogen met betrekking tot nieuwe werkwijze/instructies, het vaststellen (meten) of producten schoon zijn en de mentaliteitsverandering binnen het bedrijf.